СљАВdn800ЕФДѓПкОЖЭПЫмЙмЙцИёБэСйвЪШ№дДЙЄУГ
СљАВДѓПкОЖЭПЫмЙмМђНщШчКЮбЁдёТна§ИжЙмДјИжФИВФЃП<br data-filtered="filtered"> ДјИжЕФВФжЪЪЧДјИжШнвзЗЂЩњЕФЮЪЬтЃЌДјИжЕФИїжжВФжЪдкЦфИїИідЊЫиКЌСПЩЯЙњМвгаУїШЗЕФЙцЖЈЁЃЪзЯШЯШВЩЙКДјИжЕФЪБКђВФжЪЪЧЮоЗЈгУШтблПДМћЕФЃЌжЛФмЪЧЭЈЙ§ИжГЇИјгшЕФВФжЪЕЅРДЙлПДЁЃ<br data-filtered="filtered"> ДјИжЕФЭтБэЪЧЗёгаУЋДЬЁЂПгЕуЁЂТщЕуЁЂЖЯСбЕФЧщПіЁЃДјИжДгГіПтЕФЪБКђЖМЪЧДѓАќГЩОэЁ
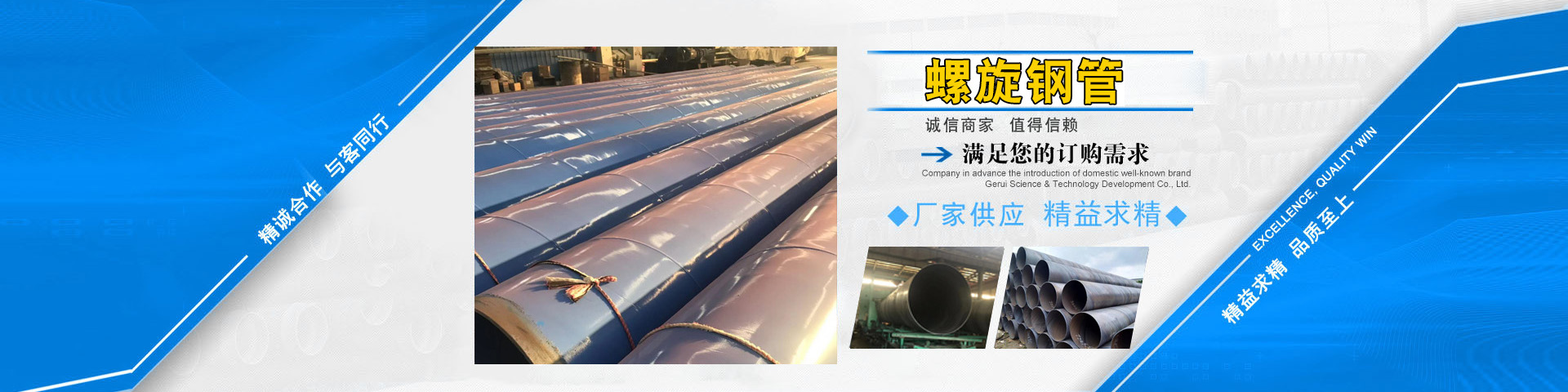
СљАВДѓПкОЖЭПЫмЙмМђНщ
ШчКЮбЁдёТна§ИжЙмДјИжФИВФЃП
ДјИжЕФВФжЪЪЧДјИжШнвзЗЂЩњЕФЮЪЬтЃЌДјИжЕФИїжжВФжЪдкЦфИїИідЊЫиКЌСПЩЯЙњМвгаУїШЗЕФЙцЖЈЁЃЪзЯШЯШВЩЙКДјИжЕФЪБКђВФжЪЪЧЮоЗЈгУШтблПДМћЕФЃЌжЛФмЪЧЭЈЙ§ИжГЇИјгшЕФВФжЪЕЅРДЙлПДЁЃ
ДјИжЕФЭтБэЪЧЗёгаУЋДЬЁЂПгЕуЁЂТщЕуЁЂЖЯСбЕФЧщПіЁЃДјИжДгГіПтЕФЪБКђЖМЪЧДѓАќГЩОэЕФЃЌЭтУцЕФБэУцЧщПіПЩвдПДМћЃЌЕЋЪЧРяУцШДПДВЛМћЁЃЦфЪЕжївЊПДТуТЉЕФЭтБэУцКЭКсУцОЭПЩвдСЫЃЌвђЭтДјИжЕФЩњВњЪЧвЛЬзЙЄађаЮЪЦЕФЃЌШчЙћЭтУцУЛгаЧщПіЃЌФЧРяУцЛљБОУЛгаШЮКЮЮЪЬтЕФДцдкЁЃдйепдкТна§ИжЙмЩњВњЙ§ГЬжаЃЌАбДјИжЭЈЙ§ПЊЦНЛњЩьеЙећЦНКѓЃЌвЊЫцЪБзЂвтДјИжЕФЭтБэЧщПіЃЌШчгаЮЪЬтМАЪБЭЃжЙЃЌШЛКѓНјааВЙКИДІРэЁЃШЛЖјЮвУЧВЩЙКЕФЪБКђгжВЛЗЈШЗЖЈИжГЇИјгшЕФВФжЪЕЅЪЧЗёЖдгІзХздМКВЩЙКЕФДјИжВњЦЗЃЌЫљвдЮвУЧгІИУдкЮвУЧЫљВЩЙКЕФДјИжЩЯбЁШЁвЛВПЗжНјааЛЏбщЁЃДјИжбЁШЁбљБОгаУїШЗЕФвЊЧѓЃЌЪзЯШвЊдкВЛЭЌЕФЮЛжУЩЯбЁШЁгІЮЊ3ПщЃЌбЁШЁЕФГпДчЮЊПэЖШ40MMКЭГЄЖШ80MMЃЌЕШЛЏбщНсЙћГіРДКѓЃЌЖдгІИжГЇИјгшЕФВФжЪЕЅНјааБШЖдЁЃ
дкДјИжЕФбЁЙКЩЯЪзЯШвЊзЂвтЪЧЗёЪЧЙњМвжЊУћДѓИжГЇЕФВњЦЗЃЌДѓИжГЇЕФДјИжВњЦЗЫќЕФжЪСПгЩБЃжЄЃЌЫфШЛМлИёБШЦеЭЈИжГЇЕФЙѓЁЃЯждкгаЕФТна§ИжЙмЩњВњГЇМвЮЊСЫМѕЩйГЩБОЃЌДгЖјВЩгУСЫаЁИжГЇЕФДјИжВњЦЗЃЌГЯаХЖШКЭжЪСПДгЖјЮоЗЈЕУЕНБЃжЄЁЃ ЬьЯшГЩЙмЕРгЕгаЯШНјЕФЩњВњЩшБИКЭЦыШЋЕФМьВтЪжЖЮЁЃЯжгаШШдўІе140ЛњзщЩњВњЯпвЛЬѕЁЂІе180ЛњзщЩњВњЯпвЛЬѕМАШШдўДЉПзЛњзщ15ЬЈЃЌРфАЮЩњВњЯп60ЖрЬѕЃЛгЕгаЮаСїЬНЩЫЛњЁЂГЌЩљВЈЬНЩЫЛњЕШЮоЫ№МьВтЩшБИ25ЬзЃЌвдМАЫЎбЙЪдбщЛњЁЂWE-600ЭђФмЪдбщЛњ ЁЂWE-1000AвКбЙЭђФмЪдбщЛњвдМАШЋЬзН№ЯрЪдбщЩшБИЁЂЮяРэЛЏбЇвЧЦїЁЂжБЖСЙтЦзвЧЕШШЋЬзЩшЪЉЁЃВЂХфБИСЫдкЯпЪ§зжГЌЩљВЈЬНЩЫвЧЁЂОВЫЎбЙЁЂЪдбщЛњЁЂXЩфЯпЪЕЪБГЩЯёЁЂЭђФмВФСЯЪдбщЛњЁЂЯФБШВФСЯГхЛїЪдбщЛњЕШЭъБИЕФжЪМьвЧЦїЁЃ
СљАВДѓПкОЖЭПЫмЙмЯжЛѕ
| ДђзЎЙм | Q345B | 420*30 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | Ш№дДЙЄУГ |
| ДђзЎЙм | Q345B | 420*45 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | Ш№дДЙЄУГ |
| ИпЦЕжБЗьКИЙм | Q345B | 4Зж*2.0 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| ИпЦЕжБЗьКИЙм | Q345B | 6Зж*1.3 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| ИпЦЕжБЗьКИЙм | Q345B | 6Зж*2.1 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
| Тна§КИЙм | Q345B | 6Зж*2.5 | ЙњБъ | ДѓСП | ДѓСП | Ечвщ | БОГЇ |
СљАВДѓПкОЖЭПЫмЙмжЊЪЖ
КИНгЁЃКИНгЙЄвеСїГЬШчЯТЃК МьВщЙмВФВЂЧхРэЙмЖЫЁњНєЙЬЙмВФЁњЯГЕЖЯГЯїЙмЖЫЁњМьВщЙмЖЫДэЮЛКЭМфЯЖЁњМгШШЙмВФВЂЙлВьаЁОэБпИпЖШЁњЙмВФШлНгВЂРфШДжСЙцЖЈЪБМфЁњШЁГіЙмВФЁЃдкКИНгЙ§ГЬжаЃЌ ВйзїШЫдБгІВЮееКИНгЙЄвеПЈИїЯюВЮЪ§НјааВйзїЃЌ ЖјЧвдкБивЊЪБЃЌ гІИљОнЬьЦјЁЂЛЗОГЮТЖШЕШБфЛЏЖдЦфНјааЪЪЕБЕїећЃК
ЁЁЁЁЂйКЫЖдгћКИНгЙмВФЙцИёЁЂбЙСІЕШМЖЪЧЗёе§ШЗЃЌМьВщЦфБэУцЪЧЗёгаПФЁЂХіЁЂЛЎЩЫЃЌ ШчЩЫКлЩюЖШГЌЙ§ЙмВФБкКёЕФ10% ЃЌ гІНјааОжВПЧаГ§КѓЗНПЩЪЙгУЃЛ
ЁЁЁЁЂкгУШэжНЛђВМеКОЦОЋЧхГ§СНЙмЖЫЕФгЭЮлЛђвьЮяЃЛ
ЁЁЁЁЂлНЋгћКИНгЕФЙмВФжУгкЛњМмПЈЭпФкЃЌ ЪЙСНЖЫЩьГіЕФГЄЖШЯрЕБЃЈдкВЛгАЯьЯГЯїКЭМгШШЕФЧщПіЯТОЁПЩФмЖЬЃЌвЫБЃГж20ЁЊЁЊ30mmЃЉ ЃЌ ЙмВФЛњМмвдЭтЕФВПЗжгУжЇГХЮяЭаЦ№ЃЌ ЪЙЙмВФжсЯпгыЛњМмжааФЯпДІгкЭЌвЛИпЖШЃЌ ШЛКѓгУПЈЭпНєЙЬКУЃЛ
ЁЁЁЁЂмжУШыЯГЕЖЃЌ ЯШДђПЊЯГЕЖЕчдДПЊЙиЃЌ ШЛКѓдйКЯТЃЙмВФСНЖЫЃЌ ВЂМгвдЪЪЕБЕФбЙСІЃЌ жБЕНСНЖЫгаСЌајЕФЧааМГіЯжКѓЃЈЧааМКёЖШЮЊ0.5ЁЊЁЊ10mmЃЌ ЭЈЙ§ЕїНкЯГЕЖЦЌЕФИпЖШПЩЕїНкЧааМКёЖШЃЉ ЃЌ ГЗЕєбЙСІЃЌ ТдЕШЦЌПЬЃЌдйЭЫПЊЛюЖЏМмЃЌ ЙиБеЯГЕЖЕчдДЃЛ
ЁЁЁЁЂнШЁГіЯГЕЖЃЌ КЯТЃСНЙмЖЫЃЌ МьВщСНЖЫЖдЦыЧщПіЃЈЙмВФСНЖЫЕФДэЮЛСПВЛФмГЌЙ§БкКёЕФ10% ЃЌ ЭЈЙ§ЕїећЙмВФжБЯпЖШКЭЫЩНєПЈЭпгшвдИФЩЦЃЛ ЙмВФСНЖЫУцМфЕФМфЯЖвВВЛФмГЌЙ§0.3mmЃЈde225mmвдЯТЃЉЁЂ0.5mmЃЈde225mmЁЊЁЊ400mmЃЉЁЂ1mmЃЈde400mmвдЩЯЃЉЃЌШчВЛТњзувЊЧѓЃЌгІдкДЫЯГЯїЃЌжБЕНТњзувЊЧѓЁЃ
ЁЁЁЁЂоМгШШАхЮТЖШДяЕНЩшЖЈжЕКѓЃЌЗХШыЛњМмЃЌЪЉМгЙцЖЈЕФбЙСІЃЌжБЕНСНБпаЁОэБпДяЕНЙцЖЈИпЖШЪБЃЌбЙСІМѕаЁЕНЙцЖЈжЕЃЈЙмЖЫСНУцгыМгШШАхжЎМфИеКУБЃГжНгДЅЃЌНјааЮќШШЃЉЃЌЪБМфДяЕНКѓЃЌЫЩПЊЛюЖЏМмЃЌбИЫйШЁГіМгШШАхЃЌШЛКѓКЯТЃСНЙмЖЫЃЌЦфЧаЛЛЪБМфОЁСПЫѕЖЬЃЌРфШДЕНЙцЖЈЪБМфКѓЃЌаЖбЙЃЌЫЩПЊПЈЭпЃЌШЁГіСЌНгЭъГЩЕФЙмВФЁЃ
ЁЁЁЁШ§ЁЂКИНгЙЄвеВЮЪ§гыКИНгжБНггаЙиЕФВЮЪ§ЮЊЃКЮТЖШЁЂЪБМфЁЂбЙСІЁЃКИНгЙЄвеЧњЯпЭМБэЪОЮЊКИНгЙ§ГЬбЙСІгыЪБМфЕФЙиЯЕЭМЁЃ
|